
Abstract
This paper presents a novel approach to estimate the extended lifetime of first-stage turbine blades made of directionally solidified GTD-111 nickel-based superalloys. These turbine blades were removed from land-based industrial gas turbines for power generation. In addition, this new way to evaluate the lifetime extension of degraded turbine blades after rejuvenation heat treatment is based on knowledge of newly introduced degradation index (Di) evolution. The rejuvenation heat treatment (RHT) process offers an extension of 36% in blades lifetime. Effect of the RHT on the aged γ-γ’ microstructures is presented and discussed.
Similar content being viewed by others

Introduction
Lifetime extension of first-stage gas turbine blades has emerged, as an important issue for industrial operators since each time the blades need to be replaced the turbine must be shutdown [1]. Degraded high-pressure turbine blades may still be in operation, but their residual life was considerably reduced [2]. An analysis is vital to establish inspection periods and to determine the hazard urgency relative to other plants that require being open during the following maintenance intervals [3]. It is a well-known fact that rejuvenation heat treatment process is the standard way for the returning to service operation of first-stage turbine blades [4]. The lifetime extension (LTE) is an important economically since it maximizes profits to the operator [5]. Important techniques of critical gas turbine components lifetime assessments are established in the technical literature [6, 7]. Kelekanjeri et al. [8] and Arman et al. [9] suggested that the size coarsening of γ’ precipitates is the widely used indicator for accurately estimating the lifetime of creeping turbine blades. Degraded Ni-based superalloys are characterized by γ’ particles growth, carbide degeneration, and formation of deleterious phases such as acicular σ and platelets η nucleation [10]. The lifetime extension of aged turbine blades was based on rejuvenation heat treatment in order to: revert the γ’ precipitates size, reform these particles into the desired shapes, and eliminate deleterious phases formed during service to recover the original microstructure and mechanical properties of turbine blades [11]. The changes in mean size of γ’ (Ni3, Al) are very informative to estimate the lifetime extension of rejuvenated GTD-111 blades [12]; therefore, the goal of the restorative heat treatment studied here is to further extend the usable life of blades to ensure the fitness for service. Similar studies by Xiaomeng et al. [13] and Yang et al. [14] have shown an improvement in stress-rupture life of rejuvenated GTD-111 turbine blades, due to the increased volume fraction of γ’ (Ni3, Al) phase.
In this paper, the extended lifetime of rejuvenated first-stage gas turbine blades is estimated based on γ’ precipitates coarsening. A degradation index (Di) is introduced to describe the degree of the degradation based on γ’ (Ni3, Al) particles coarsening.
Experimental Details
Degraded Blades Operating History
High-pressure turbine blades are made of DS GTD-111 nickel-based superalloy having undergone service exposures of 48,000, 49,000, and 55,000 equivalent operating hours (EOH) in the base load mode of operation for approximately 1000, 1020, and 1140 starts, respectively. These latter were removed from natural gas fired 10 MW gas turbine unit with hot combustion inlet temperature of 870 °C and 7800 RPM rotational speed.
The Rejuvenation Heat Treatments Process
Conversion of the microstructure and mechanical properties of aged blades made of DS GTD-111 nickel-based superalloys are based on the rejuvenation heat treatment protocol in vacuum furnace [1204 °C (2 h) + 1121 °C (2 h) + 843° C (4 h)] previously discussed by Chang Sung Seok et al. [15] and Warren Miglietti et al. [16]. The 1204 °C (2 h) was applied to fully homogenize the microstructure of DS GTD-111 substrates through dissolving the γ’ particles, carbides, and TCP phases and followed by 1121 °C (2 h) to generate small new γ’ precipitates after the DS GTD-111 homogenization. Then, the blades were aged at 843 °C (4 h) to get an optimal size and distribution of primary cuboidal γ’ precipitates. Also, small spherical γ’ particles were generated upon cooling in vacuum atmosphere.
Samples Preparation
For a metallurgical examination of the turbine blades, different samples have been sectioning via PRESI MECATOME T300 machine from the airfoils having endured 48,000, 49,000, and 55,000 EOH both before and after rejuvenation heat treatments. In addition, the sample taken from the shank represents the original DS GTD-111 microstructure (as new). These samples were prepared by grinding using SiC abrasive papers from grades 200 up to 2000, followed by polishing to mirror finish using 1.0-µm diamond abrasive paste. Finally, the prepared surfaces were etched with a Marble’s reagent of the following composition: 20 g CuSO4, 50 ml HCL, and 100 ml H2O.
The Microstructural Characterization
In order to estimate the extended lifetime of the rejuvenated blades, the prepared samples were characterized using ZEISS Gemini SEM300 scanning electron microscope (SEM) and energy-dispersive x-ray spectrometer (EDS) for local elemental microanalysis to determine the morphology and chemical composition of phases present within GTD-111 nickel-based substrates. Several photomicrographs were taken and analyzed using ImageJ software to quantify the mean size of γ’ precipitates. This study is based on the size and volume fraction of γ’ precipitates within the dendritic regions of degraded and rejuvenated microstructures.
Microhardness Tests
The hardness of the turbine blades before and after rejuvenation heat treatment was measured at room temperature using Buehler Wilson VH3300 Tester equipped with Vickers indenter under a 0.3-Kgf load. Five measurements were taken on each sample.
Results
The Non-Affected Shank Zone
The sample sectioned from the shank zone is considered the DS GTD-111 (Ni–14Cr 9.5Co 2.3Mo 2 W 0.8Al 1.2Ti 1TaB Wt%) superalloy in the as-manufactured condition. The microstructure of original substrate is displayed in the SEM photomicrographs of Fig. 1a and b collected from the dendritic core. Figure 2 shows the γ’ + γ microstructure morphology within the interdendritic region. This zone (shank) was used to measure the size, volume fraction, and distribution of γ’ precipitates in original condition. The average size of primary cubic γ’ particles is equal to 0.44 µm with 49% volume fraction. It is also found within interdendritic regions of the original GTD-111 superalloy the presence of many eutectic islands surrounded by fine spherical γ’ particles, shown in Fig. 3. These eutectic regions of structures γ-γ’ in rafting contain elongated parallel γ’ phases. The occurrence of a large γ-γ’ eutectic pool surrounded by small platelet η (Ni3, Ti) and nodular σ phases in the fine γ’ particles area was also observed and is shown in Fig. 4.

(a) Original microstructure of (DS) GTD-111 with regular cube primary γ’ shape (collected from the dendritic region of shank area), (b) magnified view

Original microstructure of (DS) GTD-111 superalloy with rounded corner primary γ’ (collected from the interdendritic region)

The original (DS) GTD-111 microstructure with a rafted γ’-γ eutectic island

SEM micrograph of γ-γ’ eutectic pool and its surrounding inside the original (DS) GTD-111 nickel-based superalloy
Microstructure of the Degraded Blades
The degraded blades (removed samples from the different aged airfoils) were also characterized using an SEM to identify and quantify the effect of long-term thermal exposure on GTD-111 nickel-based superalloys. As a result, Figs. 5 and 6 corresponding to the blades operating for 48,000, 49,000 EOH, respectively, show the presence of rounded corner γ’ particles and heterogynous γ’-γ eutectics encircled by rafted (elongated), fine spherical γ’ precipitates. A variety of deleterious phases such as the needle (and nodular) σ-phase, platelets η (Ni3, Ti) was formed in the interior of these degraded directional solidified GTD-111 blades.

SEM photomicrograph of γ-γ’ eutectic region and its surrounding at 48,000 EOH

SEM micrograph of the (DS) GTD-111 microstructure at 49,000 EOH
Microstructure of the Rejuvenated Blades
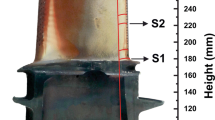
Figure 7 shows a general view of a rejuvenated blade with a bluish color indicating the response of (DS) GTD-111 nickel-based superalloy to the rejuvenation heat treatment. The substrate microstructure (airfoil region) shown in Fig. 8 confirms the impact of rejuvenation heat treatment (RHT) on the homogenization of coarsened γ’ particles during service exposure as well as the dissolving of carbide lines network and deletion of the nucleated TCP phases, certainly applying a rejuvenation heat treatment (soak long enough to put precipitates back in solution and then aging using the typical recipes for GTD-111) and resetting the microstructure to the initial condition. In addition, the microstructure of serviced blades after the RHT confirms the stability of γ matrix of the directionally solidified (DS) GTD-111 superalloy, which is free from the precipitation of TCP phases. Evaluation of γ’ precipitates in the grain interior of these restored blades shows that γ’ (Ni3, Al) particles were reverted to the cuboidal shape whose sides have been distorted leading to the harden ability increase. In addition, the microstructure of GTD-111 (DS) substrate after the RHT is characterized by homogenized γ-γ’ eutectic nodules. This morphological transformation in γ-γ’ eutectic nodules decreases the γ channel width between the γ’ particles, minimizes the movement of dislocations between the precipitates, and therefore recovers the mechanical properties of GTD-111 (DS) substrates.

The substrate after the rejuvenation heat treatments shows a bluish tint color

The dendritic, interdendritic region morphology within the restored blade (blade airfoil that has seen service for up to 48,000 EOH)
Evolution of the γ’ Precipitates
To better understand the γ’ precipitates size coarsening (with irregular oval shape) effect on the (DS) GTD-111 blades behavior, three samples were sectioned from the different degraded airfoils (48,000, 49,000, and 55,000 EOH). The corresponding γ-γ’ microstructures were characterized and are presented in Figs. 9, 10, 11, respectively. The strengthening γ’ precipitates were transmuted from the original cuboidal shape of 0.44 µm to a spherical, rafted morphology of 1.11 µm after 55,000 EOH at 870 °C as shown in Table 1.

Aged γ + γ’ microstructure at 48,000 h of service (airfoil region)

Aged γ + γ’ microstructure at 49,000 h of service (airfoil region)

Aged γ + γ’ microstructure at 55,000 h of service (airfoil region)
Examination of the microstructural of the previous degraded airfoils after the rejuvenation heat treatment indicates the reverting of γ’ phase to its regular cuboidal structure in the dendritic regions, which is the representative regions for (DS) GTD-111 evaluation. The sizes and morphologies of γ’ phase within the restored airfoils are shown in the micrographs of Figs. 12, 13, 14. For more details, the mean size and volume fraction of γ’ phase within the different samples (original, degraded, and rejuvenated) are summarized in Table 1.

Rejuvenated γ + γ’ microstructure (corresponding to the airfoil running 48,000 EOH)

Rejuvenated γ + γ’ microstructure (corresponding to the airfoil running 49,000 EOH)

Rejuvenated γ + γ’ microstructure (corresponding to the airfoil running 55,000 EOH)
Lifetime Analysis
Use of γ’ Precipitates Size as Basis Indicator for Lifetime Extension (LTE) Estimation
To define the LTE of first-stage gas turbine blades after a rejuvenation heat treatment (blades ready to reuses), the mean size of γ’ precipitates was measured using ImageJ software. Accordingly, the results are collated in Table 1, which includes a newly introduced parameter baptized degradation index (Di). This degradation index is based on the γ’ particles mean size and is defined as the ratio of the γ’ particles mean size of the aged substrate to that of new substrate (expression 1).
\( \gamma '_{t} \): Aged gamma prime mean size. \( \gamma '_{0} \): Initial gamma prime mean size.
Consequently, the degradation expression for turbine blades based on the γ’ precipitates mean size (the degradation curve Fig. 15a) is defined as:
With a correlation factor R2=0.96.

(a) The γ’ precipitates growth-based degradation, (b) the restored blades hardness properties
The extended lifetime of rejuvenated blades is calculated based on expression (3):
where TL: limit value. TC: current time
Use of hardness mean values as basis indicator for the lifetime extension estimation:
Lifetime extension estimation of gas turbine blades based on hardness properties (Hv) is used to confirm the previous LTE using the mean size of γ’, as presented in Fig. 15b. This latter was plotted using the data included in Table 1. Hereafter, the hardness evolution of blades is described by expression 4:
With R2= 0.95.
According to these similar polynomial curves-based coarsening data, it is estimated that the lifetime of rejuvenated blades is extended by around 36%.
Discussion
The Microstructure of Original Substrate
Turbine blades made of (DS) GTD-111 nickel-based superalloys are examined in the scanning electron microscope (SEM). Therefore, the microstructure of the non-affected shank area (used as a benchmark) is composed of an austenitic nickel-rich γ matrix strengthened by 49% volume occupation of γ’-Ni3Al-ordered precipitates with cuboidal FCC structure and 0.44 µm mean size. The primary γ’ precipitates were homogeneously distributed in the dendritic region, where the typical γ-γ’ structure was developed (is the region of interest) as shown in Fig. 1a, and the magnified image Fig. 1b. The small secondary γ’ particles of 0.1 µm with spherical shape confer to the GTD-111 superalloys their outstanding strength at service high temperature (acts as a barrier against the dislocation movement). The irregular coarse primary γ’ precipitates with flower-like structure are found in the interdendritic region of GTD-111 superalloy due to segregation of Ti and Al during the solidification process. Wang et al. [17] have discussed this flower-like structure. Irregularities in size and morphology of primary γ’ phase shown in Fig. 2 corresponding to interdendritic region are attributed to the remnant splits of γ’ during the fabrication of heat treatment process near dissolving temperature. The original GTD-111 substrate depicted in Fig. 3 indicates the presence and distribution of rose-shaped γ’/γ eutectic nodules containing coarse rafted γ’ phase within the interdendritic region, which is the last solidification parts. Large areas of fine spherical γ’ particles are found near and around the γ’-γ eutectic regions associated with a few number of deleterious phases such as η (Ni3, Ti) platelets, σ (Cr, Co) W nodules, as can be seen in Fig. 4. Segregation during solidification process is the main reason for the evolution around the remaining γ’/γ melt. In addition, irregular MC carbides rich in Ti, Ta elements, probably TiC, TaC are identified in this original GTD-111 substrate, as presented in Fig. 3.
The Microstructure of Blades
The inspection of service-exposed turbine blades by SEM displays a significant degradation in the γ-γ’ microstructures. Figures 5 and 6, micrographs related to the degraded GTD-111 substrates, show a coarsening and agglomeration of the strengthening γ’ precipitates, the MC-carbide particles degeneration. Heterogeneities in γ’/γ eutectic nodules morphology are revealed. Large blocky, rod MC carbides, fragile needle σ-phase, and η (Ni3, Ti) platelets were found within area of fine spherical γ’ particles surrounding the γ’/γ eutectic islands. On the other hand, the bluish color condition shown in Fig. 7 indicates the response of (DS) GTD-111 nickel-based superalloy to the rejuvenation heat treatment (RHT). The recovered (DS) GTD-111 microstructure is illustrated in Fig. 8, designating that γ’ precipitates returning back to its optimal condition (reform this γ’ precipitates into the desired shapes) and restoring the DS GTD-111 strength. The RHT reverted the γ’ phase within dendritic core to a more cuboidal morphology (recrystallization had occurred), as well as the homogenization of γ’/γ eutectic regions morphology. The γ’ precipitates size in the interdendritic region is slightly larger than that in dendritic core, due to remnants splits of γ’ phase during the rejuvenation heat treatment near dissolving temperature. Small MC-carbides precipitates were formed inside the substrate interdendritic region. The microstructure of (DS) GTD-111 superalloy shows a significant reduction in the topologically close-packed (TCP) phases after the rejuvenation heat treatment.
Evolution of the γ’ Precipitates
Analysis was carried out on the degraded turbine blades (at 48,000, 49,000, and 55,000 EOH) to determine the changing in volume fractions, morphology, and mean size of γ’ precipitates inside dendritic core, which is the representative area of DS GTD-111 microstructure degradation. The primary γ’ (Ni3, Ti) precipitates with cuboidal shape and 0.44 µm mean size (corresponding to 49% volume occupation) displayed in the previous Fig. 2, related to the original substrate, were transformed during service into the coarsened, coalesced spherical morphology with crushed corner. The dimension of these irregular spherical γ’ phases depicted in Figs. 9 and 10 varied from 0.83 to 0.91 µm in the blades aging for 48,000, 49,000 running hours; however, the continued growth of γ’ (Ni3, Ti) phase is demonstrated in Fig. 11 (after 55,000 EOH), exhibiting a catastrophic change in size and distribution of rafted γ’. This mechanism causes deterioration of (DS) GTD-111 blades properties and finally the failure near threshold size of 1.1 µm. The sizes and volume fraction of γ’ precipitates corresponding to the degraded blades are summarized in Table 1. Additionally, spherical secondary γ’ precipitates of 0.1–0.2 µm were found embedded in the solid solution of the γ-matrix. These intermetallics nucleated in the spacing between elongated γ’ precipitates. The SEM observations show that the γ’ precipitates within degraded blades after the rejuvenation heat treatment are transformed to an acceptable size and distribution (the volume fraction and morphology of γ’ phase are optimized). From Figs. 12, 13, 14, the primary γ’ precipitates have shapes close to “crushed” cuboidal whose sides have been distorted because of the high pressure applied [18]. The results mentioned in Table 1 display that rejuvenation heat treatment (RHT) of blades is quite effective (encouraging) in returning the (DS) GTD-111 superalloy microstructure features, more precisely reverting the γ’ particles to near original configuration. There is a favorable response of (DS) GTD-111 nickel-based substrate to the RHT, open the path for extending the lifetime extension of first-stage turbine blades.
The lower volume fraction of γ’ precipitates within the dendritic cores of rejuvenated blades in comparison with that of new blade, was fundamentally due to the microsegregation of γ’-forming elements (Al, Ti, and Nb) in the Ni-based γ-matrix, from dendritic core to the interdendritic region “interdiffusion kinetics between the two regions.” This phenomenon leads to modification in chemical composition and final microstructure of the dendritic core. The molar volume of the γ’ phase (solute) and the energy of the γ-γ’ interface strongly influence the precipitation kinetics. The non-dissolved γ’ particles (remnant portions of γ’ particles) within interdendritic region during dissolving and homogenization heat treatment, strongly modify the matrix chemical composition. The aging heat treatment (to regenerate the γ’ precipitates, which is developed until an optimal size and distribution) and the cooling rate are the two essential parameters leading to such recovered microstructure morphology. Solid-state diffusion during the aging and homogenization heat treatment followed by the microsegregation of solidification have a great impact on the final γ’ particles (size + volume occupation) nucleated in the dendritic core of substrate.
The Lifetime Extension (LTE)
The novel approach to define the LTE of first-stage gas turbine blades after rejuvenation heat treatment (RHT) is based on the coarsening kinetics of primary γ’ precipitates, as suggested by Perrut [19]. Thus, evolution of the degradation index mentioned in expression 1 was plotted at first using the polynomial expression 2, as shown in Fig. 15a. According to the expression 3, it is possible to successfully predict the LTE of rejuvenated blades from the polynomial curve displayed in Fig. 15a. The γ’max size (threshold DL) was determined from the degraded blade aged for 55,000 EOH due to the coarsening and rafting of γ-γ’ microstructure. On the other hand, the hardness evolution of blades over time defined by expression 4 and sketched in Fig. 15b is used as a parameter to validate the previous degradation evolution (degradation index evolution). Finally, the promising results mentioned in Table 1 offer an extension of 36% in blades lifetime.
Conclusion
Based on the metallurgical analysis of degraded and rejuvenated first-stage gas turbine blades, the following results are outlined:
-
The microstructural data have been used to validate the “degradation index” as a method to relate the coarsening of the γ’ phase to the lifetime of the blades and to the LTE (lifetime extension) recovered upon the use of rejuvenation heat treatment (RHT).
-
The testing data (microstructural characterization + hardness measurements) show that the resetting of the microstructure by the rejuvenation heat treatment (RHT) indeed extends the life of the blades.
-
The measured hardness values indicate that rejuvenation heat treatment is feasible and efficient.
-
The LTE (lifetime extension)-assessing method was proposed through a microstructural degradation index, namely, the relative variation of the precipitates strengthening phase γ’.
-
From the fitting curves (fitting formulas) describing the relationship between the sizes of γ’, hardness, and the LTE (lifetime extension) of the blades, it is clear that the lifetime of rejuvenated blades is extended around 36%.
-
Based on the promising findings presented in this paper, followed by fluorescent penetrant inspections (FPI), the operators can reuse the rejuvenated turbine blades and avoid the new replacement expenses.
References
M. I. Wood, Gas turbine hot section components: the challenge of residual life assessment. Proc. Inst. Mech. Eng., Part A J. Power Eng. 214(3) (2000) 193-201
E.V. Zaretsky, J.S. Litt, R.C. Hendricks, S.M. Soditus, Determination of turbine blade life from engine field data. J. Prop. Power. 28(6), 1156–1167 (2012)
J. A. Daleo, K. A. Ellison, D. H. Boone, Metallurgical considerations for life assessment and the safe refurbishment and re-qualification of gas turbine blades. ASME Turbo Expo, (2000) p. V004T01A017-V004T01A017
N. S. Cheruvu, V. P. Swaminathan, C. D. Kinney, Recovery of microstructure and mechanical properties of service run GTD-111 DS buckets. ASME Inter. Gas Turb. and Aero. Cong. and Exh. (1999) p. V004T01A008-V004T01A008
R. Viswanathan, Damage mechanisms and life assessment of high temperature components. ASM International, 1989
Y. Yoshioka, Current status of Japanese thermal power plants and life assessments of high temperature steam and gas turbine components. Mater. High Temp. 34(5-6), 386–396 (2017)
M. A. M. Said, M. H. Osman, P. S. M. M. Yusoff, S. A. Sulaiman, S. M. A. S. A. Ghazali, Determination of remaining useful life of gas turbine blade, MATEC Web of Conf. EDP Sci., (2016) p. 01011
V.S.K.G. Kelekanjeri, S.K. Sondhi, T. Vishwanath, F. Mastromatteo, B. Dasan, Coarsening kinetics of the bimodal & #x03B3;′ distribution in DS GTD111TM superalloy. WIT Trans. Eng. Sci. 72, 251–262 (2011)
D. Arman, K. Ahmad, On the precipitation hardening of the directionally solidified GTD-111 Ni-base superalloy: microstructures and mechanical properties. Mater. Sci. Eng., A 685, 79–86 (2017)
F. Long, Y.S. Yoo, C.Y. Jo, S.M. Seo, Y.S. Song, T. Jin, Z.Q. Hu, Formation of η and σ phase in three polycrystalline superalloys and their impact on tensile properties. Mater. Sci. Eng., A 527(1-2), 361–369 (2009)
H. Yang, J. Zhang, Z. Zhang, Rejuvenation heat treatment’s influence on the microstructure and properties of superalloys. Mater. Sci. Technol. 2018, p. 1-7
W. Huang, S. Li, X. Yang, D. Shi, H. Qi, Experimental investigation and modelling of microstructure degradation in a DS Ni-based superalloy using a quantitative cross-correlation analysis method. J. Alloy Comp. 762, 488–499 (2018)
X. Wang, Y. Zhou, Z. Zhao, Z. Zhang, Effects of solutioning on the dissolution and coarsening of γ′ precipitates in a nickel-based superalloy. J. Mater. Eng. Perf. 24, 1492–1504 (2015)
C. Yang, Y. Xu, Z. Zhang, H. Nie, X. Xiao, G. Jia, Z. Shen, Improvement of stress-rupture life of GTD-111 by second solution heat treatment. Mater. Des. 45, 308–315 (2013)
H.I. Kim, H.S. Park, J.M. Koo et al., Microstructural investigation of GTD 111 DS materials in the heat treatment conditions. J. Mech. Sci. Technol. 26(7), 2019–2022 (2012)
Miglietti W, Escudero J, Lanza J, et al. Repair process technology development and experience of frame7FA + E, Stage 1 Turbine Buckets. ASME 2011 Turbo Expo. 2011; 4: 761–772
X. Wang, Y. Zhou, Z. Zhao, Z. Zhang, Effects of suctioning on the dissolution and coarsening of γ′ precipitates in a nickel-based superalloy. J. Mater. Eng. Perf. 24(4), 1492–1504 (2015)
A. Kountras, Metallographic study of gamma-gamma prime structure in the Ni-based superalloy GTD111, Dissertation. Mass. Inst. of Tech., 2004
M. Perrut, Thermodynamic modeling by the calphad method and its applications to innovative materials, Aerospace Lab 9 (2015) p-1
Acknowledgments
The authors are appreciative to the Dr. Med. A. Djeridane for his precious contribution.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sabri, K., Si-Chaib, M.O. & Gaceb, M. Effect of Rejuvenation Heat Treatment on the Degraded Turbine Blades. J Fail. Anal. and Preven. 21, 74–82 (2021). https://doi.org/10.1007/s11668-020-01035-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-020-01035-0